1、塑料與可塑性材料的區別:
所謂塑料,它是可塑性材料的簡稱。而可塑性材料不一定就是塑料,如陶土、石膏、水泥、玻璃、甚至金屬等,它們廣義上均有可塑性,但它們不能稱之為塑料。通常來說塑料是由天然的或人工合成的高分子化合物為基礎,包括單一的、兩種或兩種以上材料配合所組成的具有可塑性質的材料,它在一定穩定和壓力下具有可塑性和流動性,通過模具能制成一定的產品形狀,在常溫常壓的條件下,仍能保持加工成型時所形成的形狀。
2、高分子聚合物:指那些由眾多原子或原子團通過共價鍵結合而成、具有重復結構單元、相對分子量在一萬以上的化合物。
3. 橡膠的定義:具有可逆形變的高彈性聚合物材料.在室溫下富有彈性,在很小的外力作用下能產生較大形變,除去外力后能恢復原狀.橡膠屬于完全無定型聚合物,它的玻璃化轉變溫度(T g)低,分子量往往很大,大于幾十萬
4.塑料與橡膠的區別:塑料與橡膠最本質的區別在于塑料發生形變是塑性變形,而
橡膠是彈性變形。換句話說,塑料變形后不容易恢復原狀態,而橡膠相對來說就容易
得多。塑料的彈性形變是很小的,通常小于100%,而橡膠可以達到1000%甚至更多。
塑料在成型上絕大多數成型過程完畢產品過程也就完畢;而橡膠成型過程完畢后還得
需要硫化過程。
塑料與橡膠同屬于高分子材料,主要由碳和氫兩種原子組成,另有一些含有少量氧,氮,
氯,硅,氟,硫等原子,其性能特殊,用途也特別.在常溫下,塑料是固態,很硬,不能拉伸
變形.而橡膠硬度不高,有彈性,可拉伸變長,停止拉伸又可回復原狀.這是由于它們的
分子結構不同造成的.另一不同點是塑料大多可以多次回收重復使用,而橡膠則不能直
接回收使用,只能經過加工制成再生膠,然后才可用.
5.關于PERT材料分級的問題:PERTⅠ型的材料MRS一定不超過8.0MPa,所以肯定歸類于PE80級料,PERT‖型原料除巴塞爾的4731B為100級外,其余牌號的PERT ‖型原料都只能歸于PE80級,PERT‖型料道達爾XRT70,MRS=9.6MPa,在80級與100級之間,由于沒有其它分類,所以只能歸類于PE80級
6.常用原材料的MRS值:PE100 --10 MPa;PB--14 MPa;PPR--8 MPa;PVC-U--25 MPa;PERT--8 MPa PPH--10 MPa
7.有人說PPR管材只能做熱水管用,PPB管材只做冷水管用?對不對,為什么?
根據國家標準GB/T18742.2-2002規定不管PPH、PPB還是PPR都能用于冷熱水系統,只不過使用溫度與壓力有區別,PPR在熱水管方面的耐熱耐壓性強于PPB,而且PPR管道由于生產廠家的刻意宣傳,PPB在低溫熱水系統的應用被忽視掉了。
8. 地板采暖管材PERT相比PE-X管優勢:(1)PERT柔韌性好于PEX,彎管處的應力由于蠕變性好,容易釋放,不破壞管道,安裝方便。(2)PERT管熱熔連接,維修方便可靠。PEX管機械卡壓連接,操作不方面且易滲漏。(3)PERT 一次加工完成,生產速度快,質量有保障,性價比高。PEX生產麻煩,回料不可回收,交聯度不穩定,不太環保、性價比低
9. 擠出機的扭矩一般控制在 B ,過高會造成 I 和 J 。機頭壓力一般控制在 F ,過低會 H ,過高會 D 。
A、30%~40% B、50%~80% C、80%~100% D、損壞機頭 E、5~15Mpa
F、20~40Mpa G、40~45Mpa H、制品不密實 I、損壞主電機 J、螺桿損壞
10. 成型機電流過大或保險銷易斷,是由于 A 、 C 、 E 、 F 造成的。
A、上、下成型模塊錯位 B、成型機速度過快 C、成型機速度與主機速度不匹配、脹模
D、水套冷卻太好 E、保險塊調整不當 F、成型機潤滑系統有故障
11. 填料有兩個作用,其一是作為 A 能夠增加物料的重量和體積,其二是作為 C ,適量的填料能夠提高制品的強度、剛度和表面硬度。
A、增容劑 B、潤滑劑 C、改性劑 D、抗沖劑
12、根據國家規定,安全色為 A 、 C 、 D 、 F 四種顏色.
A、紅色 B、橙色 C、黃色 D、藍色 E、黑色 F、綠色 G、白色
13、擠出成型的主要工藝參數是螺桿轉速,下述敘述錯誤的是:( C )
A.螺桿轉速的大小直接影響擠出機輸出的物料量。
B.螺桿轉速的大小決定由摩擦產生的熱量。
C.螺桿轉速的大小調節與所加工的物料的種類無關。
D.螺桿轉速的大小影響物料的流動性.
14、下面哪些選項不會導致PVC管材表面出現黃線的現象( B )
A.模具卡料 B.主機供料螺桿轉速太快C.模具溫度過高 D.模具漏料
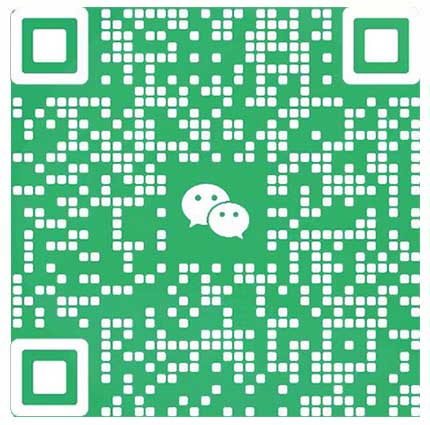
15、PE波紋管生產過程中擴口變形一般跟那些因素無關( D )
A、成型速度 B、真空度大小 C、配方組成 D、水套冷卻不夠


16、PE實壁管材內壁有氣泡,凹坑的原因和下列哪些因素有關( A )。
A、物料受潮 B、 主機磨損嚴重 C、內加熱溫度低 D、口模有毛刺
17、PVC配方中潤滑體系主要由 內潤滑 , 外潤滑 組成。
18、PE塑料中文名稱是 聚乙烯___,按聚合工藝條件的不同可分為___高密度___聚乙烯、__中密度___聚乙烯、__低密度____聚乙烯。
19、PE、PPR管材內使用色母顏料的目的是 遮光性 使管材不透光,防止紫外線的照射使管內產生微生物。
20、PE主機機筒加料段前的水座冷卻,其目的是 增加擠出量,預防物料過軟而形成堵塞,影響物料的輸送,同時也可避免熱量傳至止推軸承和減速箱,造成潤滑油和潤滑脂變質。
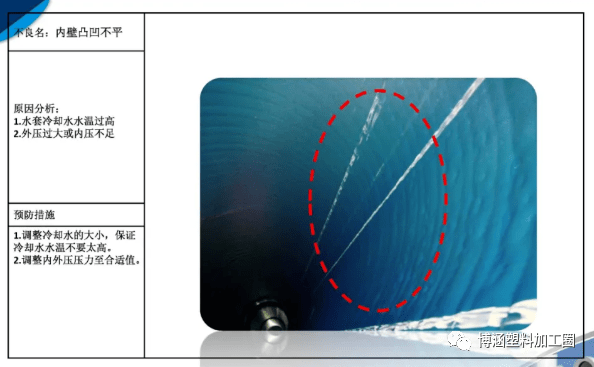
21、管材表面連續出現劃痕的主要原因是 口模 和 定徑套 沒有清理干凈。
22、 三型無規共聚聚丙烯塑料英文縮寫___PPR___,耐熱聚乙烯樹脂的英文縮寫是_PERT
251、測量加熱片是否損壞,萬能表調整到 蜂鳴 檔位測試。
23、 人體安全電壓是 36 V,加熱片電壓是 220 或380 V的。
24、 一般情況下,PPR擠出機開機前預熱時間約為 2 小時,主機加熱溫度不能低于 150℃ 。
25、 碼菲機定徑套是 碟片 結構的。
26、 PERT擠出機基本由加料系統、擠壓系統、 加熱冷卻系統 、 傳動系統 、 控制系統 等幾部分組成。
27、PE波紋管擠出工藝流程為原輔料攪拌混合、塑化擠出、模壓成型〔在線擴口〕、冷卻、定長切割、 檢驗入庫。
28、擠出機主機進料段水循環起 穩定機筒第一段溫度、穩定主機擠出量作用。
29、PE料發泡是由原輔料水份超標、機筒溫度過高、機筒、螺桿磨損嚴重造成。
30、雙壁波紋管內、外壁主機擠出量不穩是由 機筒、螺桿磨損 或機筒第一段水溫不穩造成。
31、雙壁波紋管管材成型內壁劃痕是由 內壁口模、水套有毛刺或 物料過塑化造成。
32、雙壁波紋管物理性能環剛度不合格有可能管材米重太輕。
33、在不影響管材米重的情況,可以通過 降低 外壁機轉速 增加 內壁機轉速來解決分層問題。
34、升溫過程中應對水、電、氣進行檢查,并擰緊所有螺絲。
35、物料在擠出過程中,其吸收熱量主要來源于機筒外加熱 和 螺桿、料筒與物料之間的磨擦 兩方面。
36、對PE實壁管用原料有四種性能檢測,分別是:熔指 、揮發分 、氧化誘導時間和密度
37、在PE管材的加工領域,使用較廣泛的模具結構有: 籃式機頭和螺旋機頭 。
38、 PE波紋管物理性能檢測內容主要有環剛度 、環柔性、烘箱試驗 。
39、PVC排水管材所用的擠出機設備規格型號為為SJZ92、 SJZ80、SJZ65。
40、PVC-U排水管材開機開始正常生產后,開機手需要對管材的 外觀、外徑、壁厚 、長度、 重量、噴印標識等進行檢查。
41、聚氯乙烯塑料的英文縮寫是PVC ,配方中決定管材密度的添加劑名稱是碳酸鈣 。
42. 加料工加料“三不”原則:不確認不加料;不核對不加料;不確定不加料
43. 產品三證是哪三證?產品三證指的是生產許可證、產品合格證、質量保證書這三個證。合格的產品都是會具備這三個證件的
44.清理機頭、口模時一般用硬度較小的銅刀、銅絲刷和壓縮空氣吹管等工具清理機頭、口模中的塑料。
45. 管材生產中質量影響因素包括設備模具、原輔材料、配方設計、工藝參數等
46. 擠出機一般不允許長時間在空載下運轉,以避免螺桿與機筒的摩擦。
47. PE給水管的連接方式:熱熔對接,熱熔插接以及電熔焊接等三種連接方式。
48. 普通擠出機螺桿都可以分為三個不同結構的區段:加料段、壓縮段、計量段。
49.出機頭的物料容易拉斷是什么原因?
答案:以下幾種情況有可能導致物料容易拉斷:
(1)配方原因;
(2)溫度低,物料塑化不好;
(3)牽引速度過快。
50.清機料在溫度過高或加熱時間過長會分解嗎? 答案:(會分解)
51.清機料用完后變黃、變紅、變黑是怎樣造成的?
答案:加熱溫度過高或加熱時間過長
52.清機料用完后變硬是怎樣造成的?
答案:長時間反復升溫造成的
53.加熱圈的作用是什么?
答案:對擠出系統進行加熱,是物料充分塑化所需外部熱量的來源。
54.如何檢查機筒加熱圈是否損壞?
答案:觀察設定溫度與實際溫度的誤差,如果設定溫度比實際溫度高出正常波動范圍,說明加熱圈已損壞
55.如何判定口模加熱圈是否損壞?
答案:有如下幾種情況出現時,加熱圈有可能損壞:
(1)設定溫度與實際溫度高出正常波動范圍;
(2)物料表面粗糙無光澤;
(3)管材出現偏心。
56.在升溫或正常生產時如何判斷熱電偶在懸空?
答案:實際溫度顯示環境溫度或遠遠低于設定溫度
57.管材不直的原因是什么?
答案:以下幾種情況有可能導致管材不直:
(1)圓周方向壁厚不均勻;
(2)定徑套、水箱、牽引不在同一中心線上;
(3)冷卻不均勻;
(4)管材在水箱浮力過大。
58. 清機料在什么情況下使用?
答案:(1)完成生產任務需要停機時使用;
(2)更換產品規格需換模具時使用;
(3)由于剪切熱過高物料有分解趨勢需要料筒降溫時加入
59.三體系認證,三體系是哪三種體系?
三體系是指 GB/T19001 質量管理體系、 GB/T24001 環境管理體系和 GB/T28001 職業健康安全管理體系.
60.地暖種類有哪些? 一般市面上的地暖種類有: 1)水暖 2)發熱電纜地面供暖系統 3)電熱膜地面供熱系統 4)碳纖維板地面供暖系統 5)碳晶地暖。
61.PPR直徑20、25、32的水管為什么有的安裝師傅稱之為4分6分1吋?
過去水管用英制計量,1英寸=25.4毫米,1英寸=8分,所以4分=12.7毫米,6分=19.05毫米.圓整后的公稱通徑4分管為15毫米,6分管為20毫米,1吋就是25.4毫米,加上壁厚部分就是外徑20毫米和25毫米和32毫米了.
62.PB管材生產時,為什么不能馬上進行包裝?
在一般的擠出工藝中,剛擠出成型的PB管材制品較軟,易變形,在常溫、常壓下放置10天左右,其結晶形態發生變化,結晶度、硬度、剛性和力學性能就隨之增加。所以擠出的PB管材應松散成卷或松散水平放置,讓其有10天左右的存放期以適應晶型改變過程以及由此產生約2%的收縮率
63.列舉出各種排水管材的不同連接方式?
排水管材有對接式 、承插式、膠粘式、哈扶節等連接方式
64.PERT地暖管的優點:
A:良好的穩定性和長期的耐壓性B:管道易彎曲、方便施工C: 抗沖擊性好、安全性高D:耐老化、壽命長E:加工方便、質量易于控制
65. PB,PPR,PPB,PERT,PEX都能做地暖管,其中那種管材60℃時導熱系數最高,或者說那種管材散熱性最好?PERT
66. HDPE 雙壁波紋管的優點:(1)產品結構獨特,抗壓能力強(2)內壁光滑,過流量大(3)連接方便,接口密封性好(4)產品具有良好的撓曲性能,可適應土壤的不均勻沉降(5)產品重量輕,施工方便(6)使用壽命長,埋地使用可長達50年
67. 管材壁厚不均勻的原因是什么?
答案:以下幾種情況有可能導致壁厚不均:(1)口模、芯棒不同心;(2)溫度不均導致出料不均;(3)口模或芯棒不清潔。
68. 擠出系統主機真空口的作用是什么?
答案:吸出擠出過程中物料由于熱剪切產生的水蒸氣及低分子揮發物。
69. 一位業務員聽到一位客戶有以下抱怨:PPR管冬天用錘子敲就開裂,而某某公司的PPR管用錘子敲不開裂。并當場用錘子敲兩種管子,結果確實我公司的PPR管開裂了,而某某公司的沒有開裂,面對如此抱怨,如果你是業務員,你將如何解釋并且說服客戶?
70. 一位業務員聽到一位客戶有以下抱怨:你們的PVC電工管很硬,在冷彎時費力,擔心你們公司的PVC電工套管冬季會脆裂。并拿出我們公司和某某公司的電工套管和一根彈簧當場做試驗,業務員親自將兩種電工套管做冷彎,結果正如客戶所抱怨的那樣,面對客戶的抱怨和擔心,如果你是業務員,你如何說股客戶最終認可我們的管材?
答案:PVC電工套管加工時在配方中需添加改性劑才能實現冷彎。某某公司加的是液體增塑劑作為改性劑,這種套管比較軟,但存在以下問題:(1)遇熱易變形(2)抗壓性能差(3)增塑劑會從管材中析出。而我公司使用的丙烯酸酯類固體改性劑,管材冷彎比較硬,但有如下優點:(1)遇熱不變形(2)抗壓性能強(3)改性劑不會析出,不會出現脆裂。
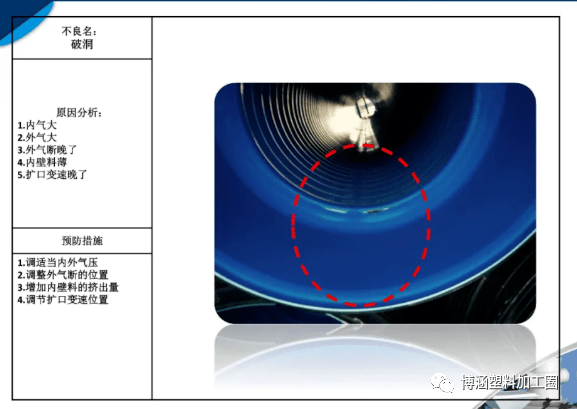
71. 業務員如果遇到客戶抱怨我公司排水管內壁不如某些公司平整,你如何說服客戶?
答案:內壁不平是相對于外壁而言的,如果排水管材物理性能滿足國家標準的規定,內壁是沒有外壁平整的,因為PVC材料在受熱變成粘流態仍然保留著部分彈性體,在物料脫離模具時彈力得到釋放,又因為管材強制定型時受力面在外壁,所有內壁有些不平整,某些公司CaCO3加入的多,CaCO3是無機物,它限制了PVC材料的彈性行為,因此內壁比較平整,但拉伸屈服強度,沖擊性能及密度都達不到國家標準。所以往往內壁不太平整的PVC管材,力學性能反而更好。
72. 造成析出物吸附在模具表面的原因:1)模具不光2)低分子析出
73. 塑料成型工藝需要哪些條件:溫度、時間、壓力、位置、速度。312. 注塑生產時背壓的作用:背壓的作用是為了防止物料在熔融塑化時,螺桿后退過快,確保熔料均勻壓實,需要給螺桿一個反方向的壓力,這個壓力稱為背壓。
74. 什么是承插連接?
一根管材的一端帶擴口,另一根管材的一端為平直面,將平直面的一端插入帶擴口的一端。(有溶劑連接和密封圈連接2種)
75. 車間常用的螺絲螺栓標號的意義:鋼結構連接用螺栓性能等級分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余個等級,其中8.8級及以上為低碳合金鋼或中碳鋼并經熱處理(淬火、回火),通稱為高強度螺栓,其余通稱為普通螺栓。螺栓性能等級部分數字組成,分別表示螺栓材料的公稱抗拉強度值和屈強比值。例如,性能等級4.6級的螺栓,其含義是1)螺栓材質公稱抗拉強度達400MPa級;2)螺栓材質的屈強比值為0.6;3)螺栓材質的公稱屈服強度達400×0.6=240MPa級
76. 擠出機或注塑機及模具加熱裝置有幾種類型?

不銹鋼加熱圈是用電熱合金絲作發熱材料,用云母軟板(有時用陶瓷芯)作絕緣材料,內外包一層不銹鋼薄板外殼圈成

陶瓷加熱器 它是用不銹鋼皮做外殼,內有較高絕緣耐火程度的陶瓷內穿上電阻絲,再用機械絞制成型

鑄鋁加熱板鑄鋁加熱板是以管狀電熱元件為發熱體,用優質鋁合金材料為外殼經壓鑄或澆鑄成型的板狀電加熱器

加熱管 加熱管是在無縫金屬管內(碳鋼管、鈦管、不銹鋼管、銅管)裝入電熱絲,空隙部分填滿有良好導熱性和絕緣性的氧化鎂粉后縮管而成,再加工成用戶所需要的各種型狀

鑄鋁加熱圈鑄鋁加熱圈是以管狀電熱元件為發熱體,用優質鋁合金材料為外殼經壓鑄或澆鑄成型的電加熱器,一般澆鑄成半圓狀,內有多條凹槽(冷卻用通道),且2塊并用
77、 生產中影響縱向回縮率的因素有哪些?應如何解決?
答案:1)、碳酸鈣使用量:配方中碳酸鈣的量越大,管材的縱向回縮率越小,需保證碳酸鈣的使用量合理;
2)、模具拉伸比:管材在擠出過程中拉伸比過大,會使高分子鏈在拉伸方向上取向增加,從而增大縱向回縮率,需選用尺寸適合的模具;
3)、機筒溫度或模具溫度:機筒、模具溫度過低會增大PVC樹脂高彈態部分的比例,使管材的縱向回縮率增大,適當提高擠出機系統溫度,提高樹脂塑化程度;
4)、擠出機螺桿轉速與螺桿間距:螺桿轉速低或螺桿間距過大,造成PVC樹脂塑化不良,增大縱向回縮率。需要保證適當的螺桿轉速或螺桿間距;
5)、冷卻系統:當冷卻水溫度高或流量小時,管材因為冷卻不及時在牽引過程中仍然有部分樹脂被拉伸,發生形變,導致縱向回縮率增加;應保證管材得到充分冷卻
6)、定徑真空度:定徑真空度過大,管材縱向牽引作用力增大,使管材過度拉伸,導致管材縱向回縮率增大。在保證壁厚的同時,盡量降低定徑真空度。
78、PVC-U有一項物理指標是沖擊強度,關于沖擊強度
1沖擊強度的概念是什么?
2描述檢測PVC-U排水管沖擊強度的過程?
答案:1、沖擊強度通常定義為試樣受沖擊載荷而破裂時單位面積所吸收的能量,是衡量材料韌性的一種指標。
2、PVC-U排水管沖擊強度檢測過程:
用切割機把試樣管材切割成長度為200±10mm的3段試樣管;
試樣應在0℃環境下進行狀態調節;
選擇相應的錘頭型號及重量、沖擊高度;
在“V”型支架上放入要沖擊的管材試樣,關好試樣防護門;
對管材試樣進行沖擊;
根據試樣表面情況,判斷管材沖擊性能是否合格。
79、 生產中影響PVC-U管材沖擊強度的因素有哪些?
填料碳酸鈣用量:碳酸鈣用量越多,沖擊性能越差;
潤滑劑用量:潤滑劑過量使用,造成沖擊性能降低;
雜質:雜質的存在使得管材沖擊性能下降。
模具:模具應保持光滑,應盡量避免尖角的存在;
擠出溫度:擠出溫度低,使沖擊性能降低。
螺桿轉速或螺桿間距:螺桿轉速低或者螺桿間距過大,使沖擊性能降低。
80、(1)在PVC-U管材及管件加工過程中,潤滑劑的作用是什么?
(2)潤滑劑添加量過多對加工成型是有什么不利影響?
答案:
(1)潤滑劑的作用:
1、降低熔體與加工機械之間和熔體內部相互間的摩擦和粘附;
2、改善熔體流動性,促進加工成型;3、提高制品外觀光潔度。
(2)潤滑劑添加過多對加工成型的不利影響:潤滑劑過量使用降低了螺桿的剪切能力,造成PVC樹脂塑化不良。在PVC樹脂塑化不佳時,分子鏈柔順性差,分子鏈相互纏繞聯結程度低,無法形成緊密的三維網絡結構,同時潤滑劑分子量較低,降低了分子間的作用力,降低管材力學性能。因此,在實際生產中要嚴格控制潤滑劑的用量。
81、如果有客戶抱怨公司PVC-U排水管外表面不如某某公司光亮,作為業務員的你應如何向客戶解釋?
答案:
第一,其生產配方中潤滑劑用量比公司多,潤滑劑在加工過程中可以提高管材外觀光潔度。但是潤滑劑使用量過多會降低螺桿的剪切能力,造成PVC樹脂塑化不良。其沖擊性能會受到很大影響,管材變脆。第二、他們公司采用急冷定徑的方法,例如,采用內壓定徑或在口模處安裝了一個冷水套,這種定徑方法產出的管材十分光亮。但是無論是內壓定徑或在口模處安裝了一個冷水套,都會使管材在成型過程中急速冷卻。管材受到急冷,管材內部會存在較大應力,影響管材力學性能。
83.氯化聚乙烯(CPE)在PVC生產過程中主要起啥作用?答:主要起到增塑、抗沖改性等作用。
84、 PVC-U排水管材中由一項物理是縱向回縮率,關于縱向回縮率:
1縱向回縮率的概念是什么?
2縱向回縮率產生的原理?
答案:
1、縱向回縮率是在非受限條件下單向取向聚合物試樣在升溫至其玻璃化轉變溫度以上并保持一段時間后,縱向回縮長度與試樣起始縱向長度之比值。
2、縱向回縮率產生的原因:在實際生產過程中,PVC樹脂有一部分處于高彈態,在牽引作用下,這部分樹脂的分子鏈段發生明顯縱向形變。通過冷卻系統時,這部分樹脂冷卻固化,應力被凍結,PVC分子鏈段無法恢復形變。當溫度重新升高到玻璃化轉變溫度以上時,這部分應力被釋放。這部分PVC分子鏈段得到自然恢復,就出現了縱向回縮。